



OsiSense XUW
OsiSense XUW : Capteurs de vision
Telemecanique (Groupe Schneider Electric) propose un capteur de vision OsiSense XUW très compact, performant, très simple à installer et à paramétrer.
Ce capteur permet d’obtenir une solution pour le contrôle qualité, de positionnement de pièces, de présence d’objets et de marquages.
Le contrôle qualité dans la production nécessite souvent des moyens techniques assez onéreux et complexe dans la mise en œuvre sur des machines existantes.
La compacité du capteur de vision permet de l’installer facilement là où les pièces doivent être contrôlées (45 x 45 x 65 mm).

OsiSense XUW permet la réalisation des contrôles suivants :
– Pièces défectueuses.
– Pièces mal positionnées, mal orientées.
– Pièces disposées dans un ordre incorrect.
– Capacité à déterminer les coordonnées cartésiennes de la pièce.
Un logiciel permet en quelques manipulations de paramétrer le capteur de vision.
Des paramètres prédéfinis aident dans la mise au point de la détection.
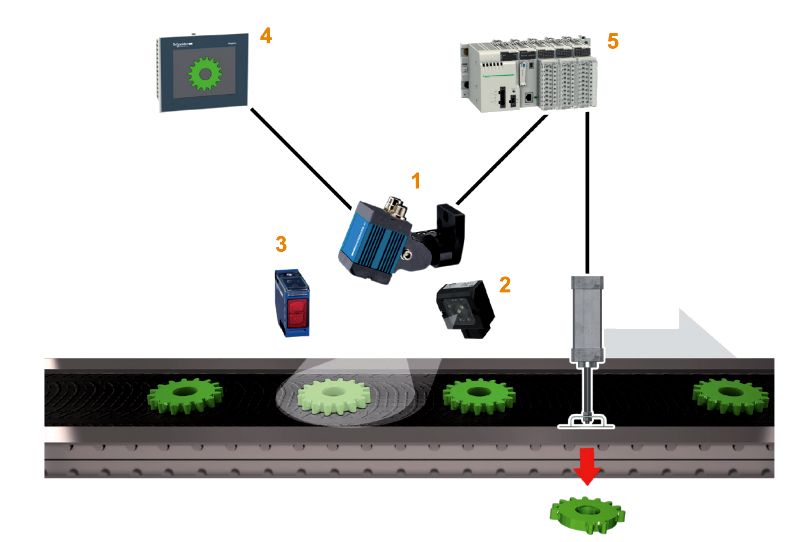
(1 ) Capteur de vision XUW.
(2 ) Éclairage additionnel.
(3) Détecteur photoélectrique.
(4) Interface Homme/machine.
(5) Plate-forme d’automatisme.
Logiciel
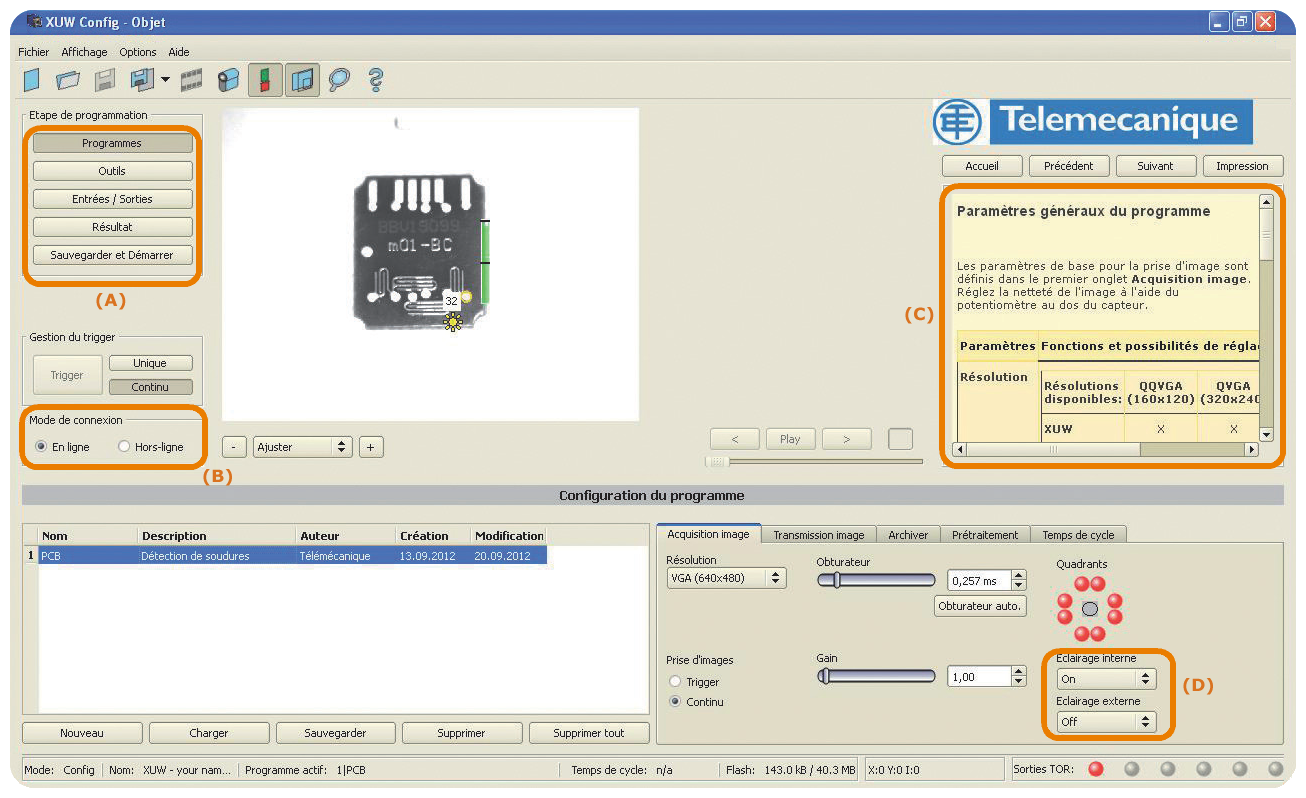
(A) Paramétrage en 3 étapes :
> 1 Programme.
> 2 Outils.
> 3 Entrées/Sorties.
(B) Mode connecté ou mode simulation.
(C) Aide en ligne interactive disponible à chaque étape de la configuration.
(D) Réglage éclairage.
Deux programmes de détection sont sélectionnables par une entrée tout ou rien (pour le contrôle de deux types de pièces).
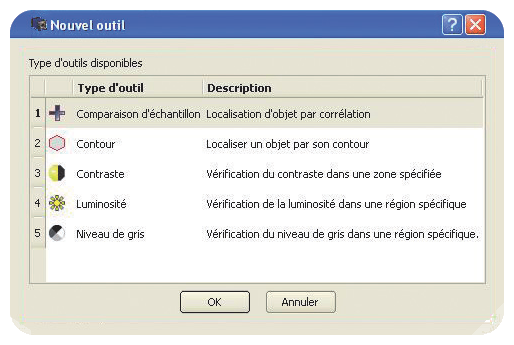
Cinq outils de contrôle d’image différents sont intégrés dans le logiciel :
– Comparaison d’échantillon.
– Contour.
– Contraste.
– Luminosité.
– Niveau de gris.
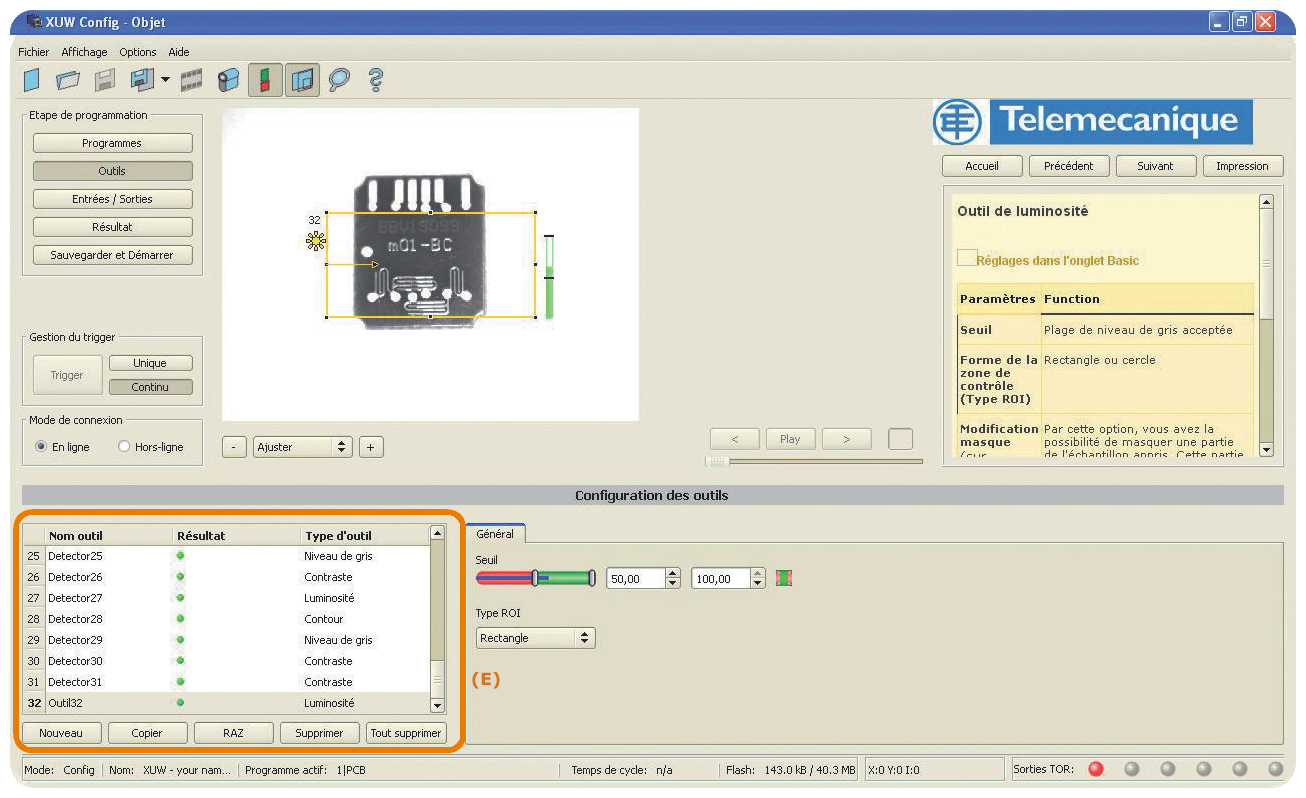
Il est possible de combiner les 5 outils pour obtenir jusqu’à 32 zones de contrôle (E) pour une même pièce. Lorsque l’identification des pièces « bonnes » et des pièces « mauvaises » est effectuée, la mise en œuvre est terminée.
Quatre références disponibles
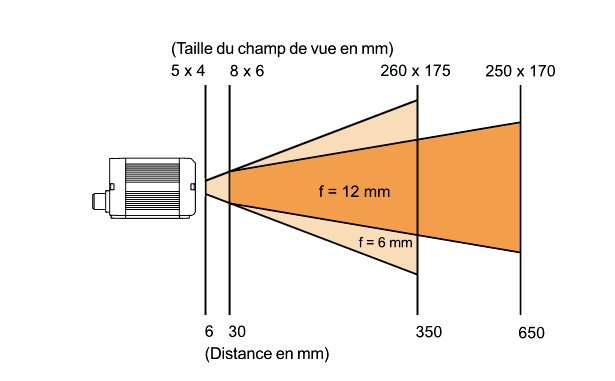
Ils sont disponibles avec un éclairage intégré en lumière blanche ou rouge ainsi qu’avec deux focales d’objectif :
– 12 mm pour une longue distance et une haute précision.
– 6 mm pour un objet proche avec un large champ de vision.
L’image obtenue en niveau de gris offre une résolution en WVGA (736 x 480 pixels).
Le rafraîchissement est de maximum 25 images/s. Le temps de cycle typique varie de 60 ms à 4 ms selon les fonctionnalités sélectionnées.
Un connecteur M12 permet le raccordement de l’alimentation, des 2 entrées et des 4 sorties digitales. Un autre permet la communication Ethernet/IP.
De nombreux accessoires de montage permettent de le positionner, de le fixer et de l’orienter facilement.
Son éclairage modulable et réglable permet de supprimer les reflets indésirables pour d’obtenir une meilleure image et d’optimiser le contrôle.
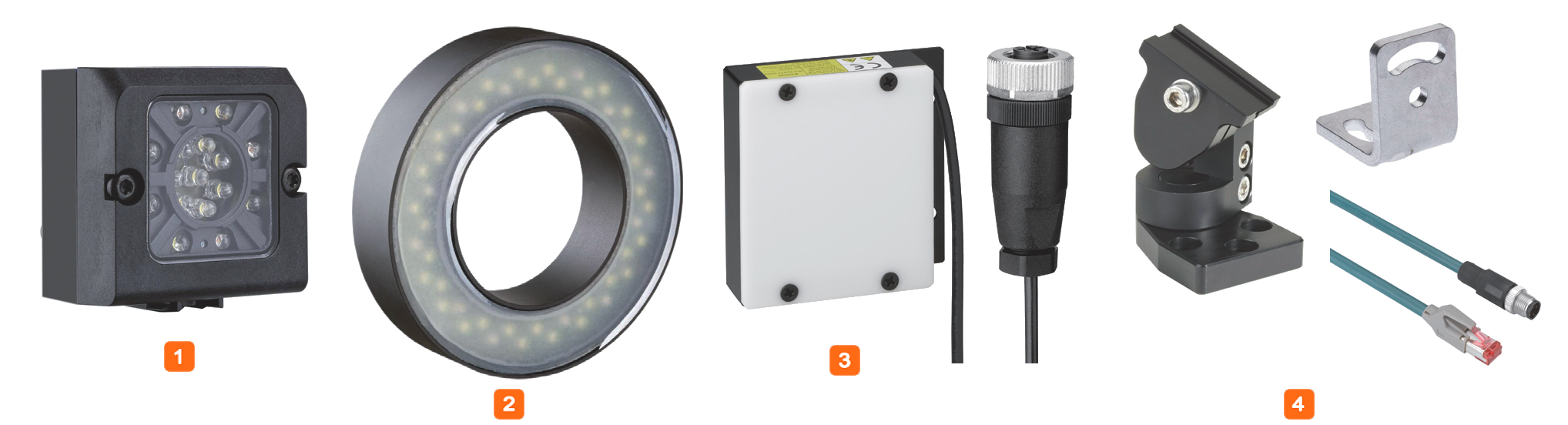
Accessoires
(1) Éclairages linéaires directs : Pour supprimer les reflets générés par la lumière du capteur. Lumière blanche ou rouge par LEDs.
(2) Éclairages annulaires : Pour assurer une image homogène des pièces réfléchissantes ou irrégulières. Lumière blanche ou rouge par LEDs.
(3) Rétro-éclairages : Pour mettre en évidence une silhouette et des trous débouchant, selon le principe des ombres chinoises. Lumière rouge par LEDs.
(4) Équerres, brides, prolongateurs et rallonges : Équerres et brides pour la fixation et le montage des capteurs et des éclairages.
Prolongateurs et rallonges pour le raccordement des capteurs et des éclairages.
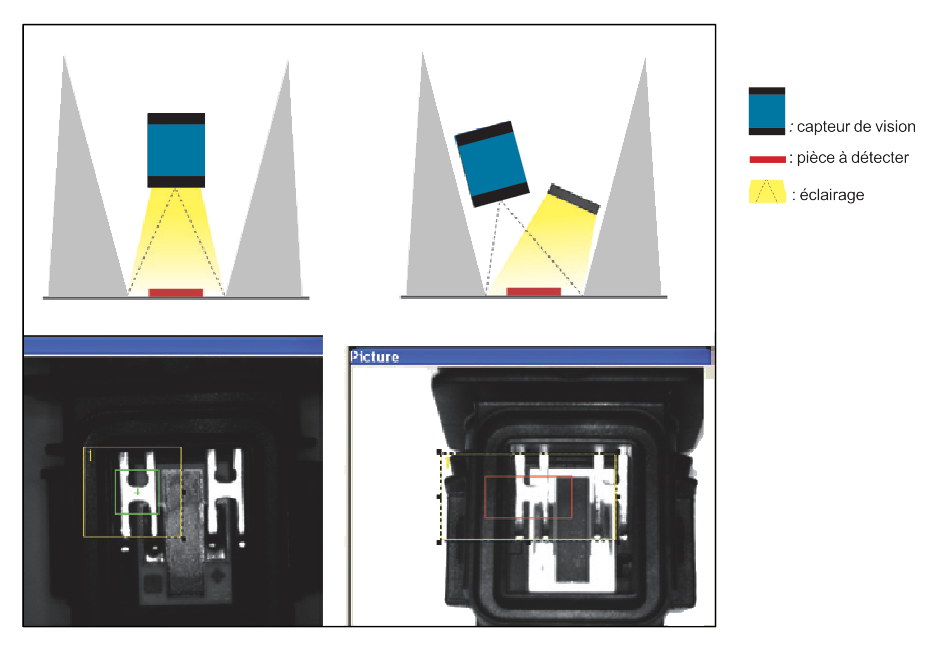
Les éclairages additionnels
Les capteurs XUW disposent d’éclairages intégrés.
Néanmoins, il peut être nécessaire d’ajouter un éclairage, pour bien visualiser le défaut recherché.
Trois types d’éclairages, avec lumière blanche ou rouge, sont proposés :
– L’éclairage linéaire direct permet d’annuler, sur une pièce, un reflet généré par la lumière directe du capteur.
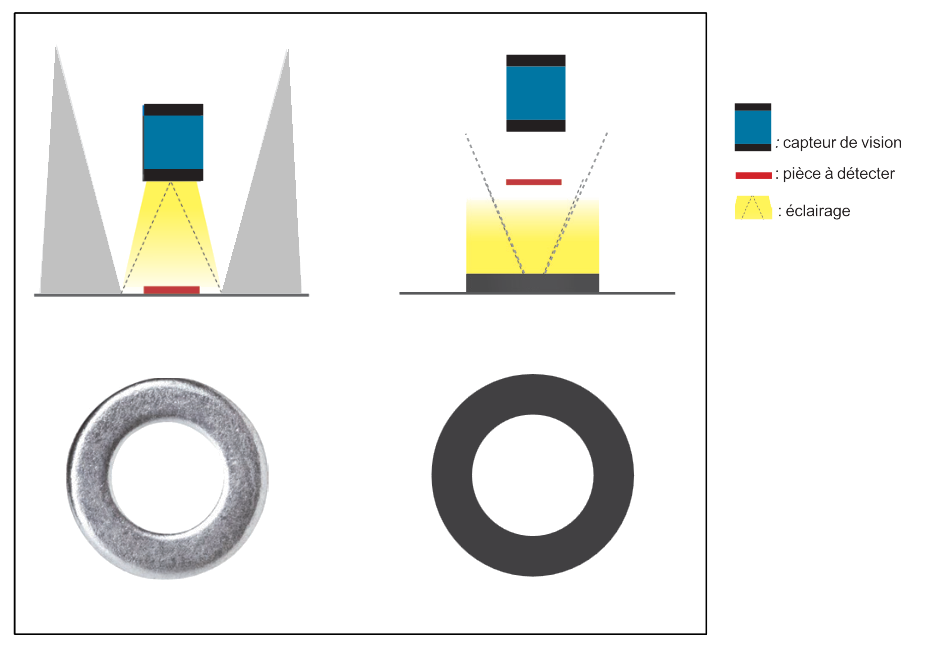
– L’éclairage annulaire donne une image homogène et uniforme d’une pièce hautement réfléchissante ou irrégulière, la feuille d’aluminium par exemple.
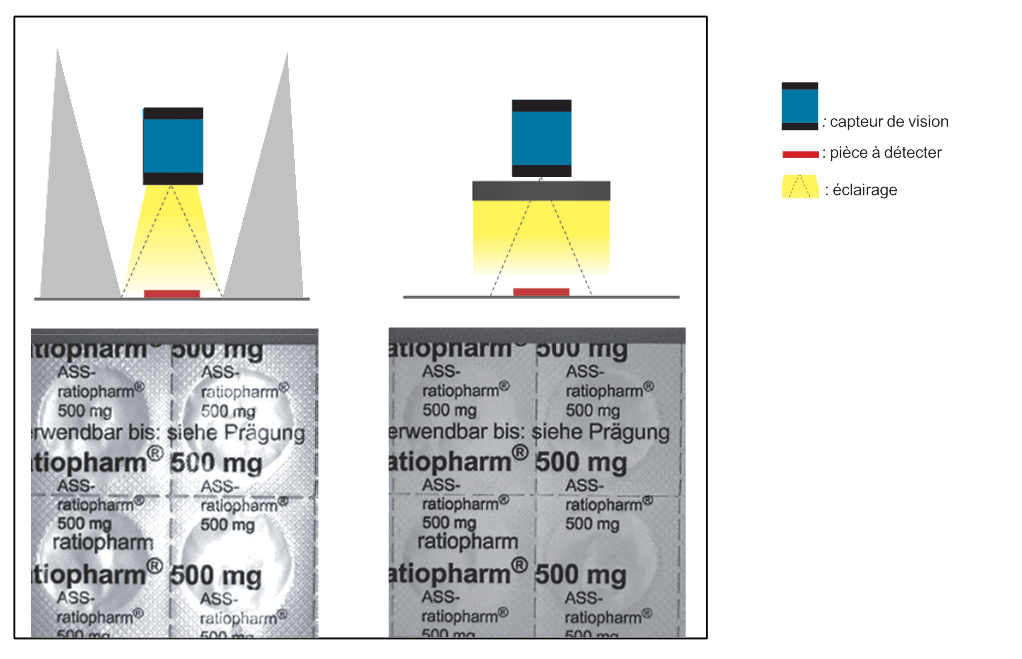
– Le rétro-éclairage permet, selon le principe des ombres chinoises, d’obtenir des contours plus contrastés. Objet = noir, lumière = blanc.
Principe de fonctionnement
Une fois que l’application à réaliser est bien définie, c’est à dire quand l’identification des pièces “bonnes” et des pièces “mauvaises” est faite, la mise en œuvre du capteur de vision XUW est simple.
Le capteur est paramétré à l’aide du logiciel. L’image de la pièce “bonne” et de ses tolérances
d’acceptation sont sauvegardées dans la mémoire du capteur.
Lorsque le capteur est paramétré, il est autonome. L’ordinateur n’est plus utile.
Résultat de l’inspection : le résultat “pièce bonne” ou “pièce mauvaise” est obtenu par des sorties “Tout ou Rien” ou des sorties réseau Ethernet IP.
Exemple :

(1) Pièce “bonne” : marquage complet.
(2) Pièce “mauvaise”: marquage incomplet.
Description des capteurs de vision
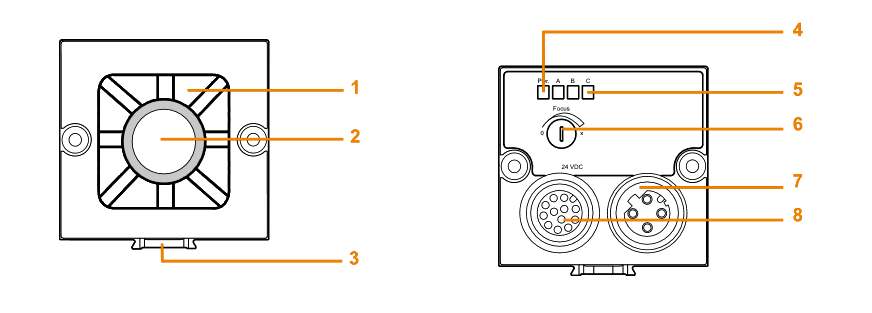
En face avant :
(1) Éclairage par LEDs. Lumière blanche ou rouge, selon modèle.
(2) Objectif. Focale 6 ou 12 mm, selon modèle.
(3) Fixation en queue d’aronde.
Vue arrière :
(4) Voyant de fonctionnement : LED de couleur verte.
(5) Voyants de sortie A, B et C : LEDs de couleur jaune.
(6 )Potentiomètre de réglage du focus.
(7) Connecteur en métal M12, pour raccordement au réseau Ethernet IP.
(8) Connecteur en métal M12, pour l’alimentation et les entrées/sorties.
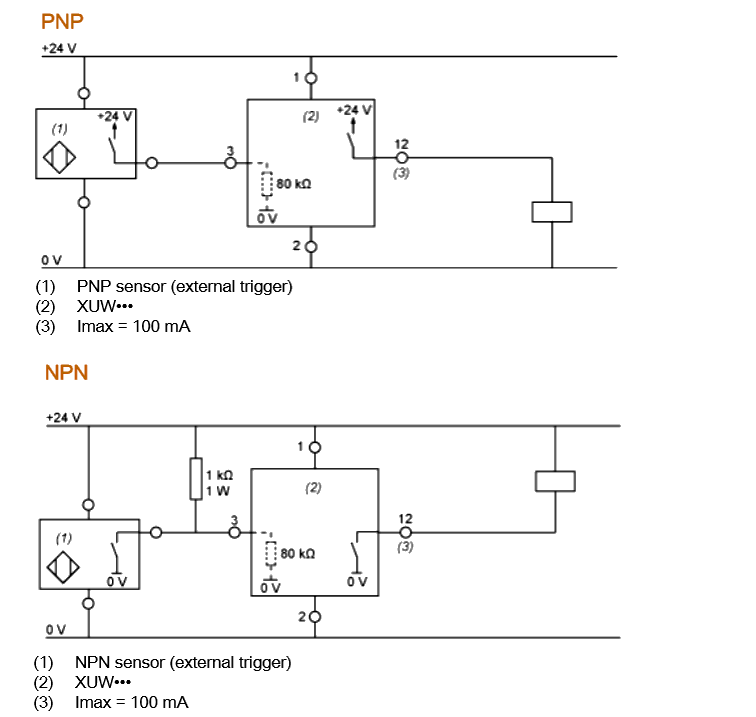
Raccordements
Les 5 étapes de paramétrage
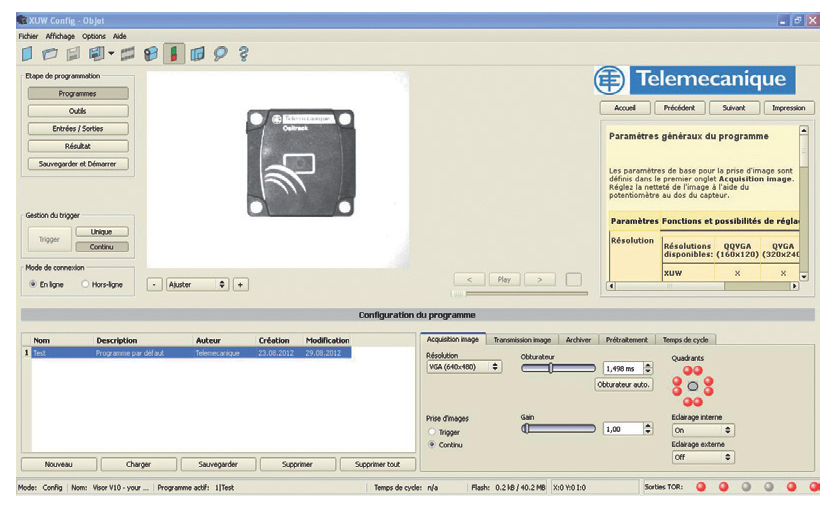
Étape 1 : réglage de la qualité de l’image
Lors de cette étape, il est possible :
– De régler le focus pour la netteté de l’image.
– De régler le temps d’exposition.
– De modifier le nombre de diodes d’éclairages utilisées ou couper l’éclairage.
– D’utiliser un trigger externe (capteur) ou un trigger interne (en mode continu).
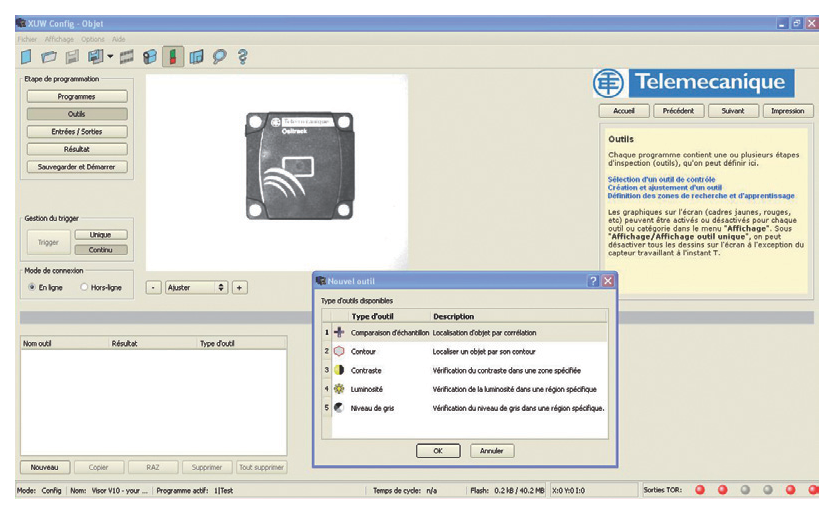
Étape 2 : sélection de l’outil et définition des tolérances
Sélection de l’outil
Cette étape permet de sélectionner le ou les outils les mieux adaptés à l’inspection souhaitée.
Les 5 outils d’inspection sont :
– La comparaison d’échantillon (temps de cycle typique : 40 ms).
– Le contour (temps de cycle typique : 60 ms).
– Le contraste (temps de cycle typique : 4 ms).
– La luminosité (temps de cycle typique : 4 ms).
– Le niveau de gris (temps de cycle typique : 4 ms).
Il est possible de combiner les 5 outils pour obtenir jusqu’à 32 zones de contrôle pour une même pièce.
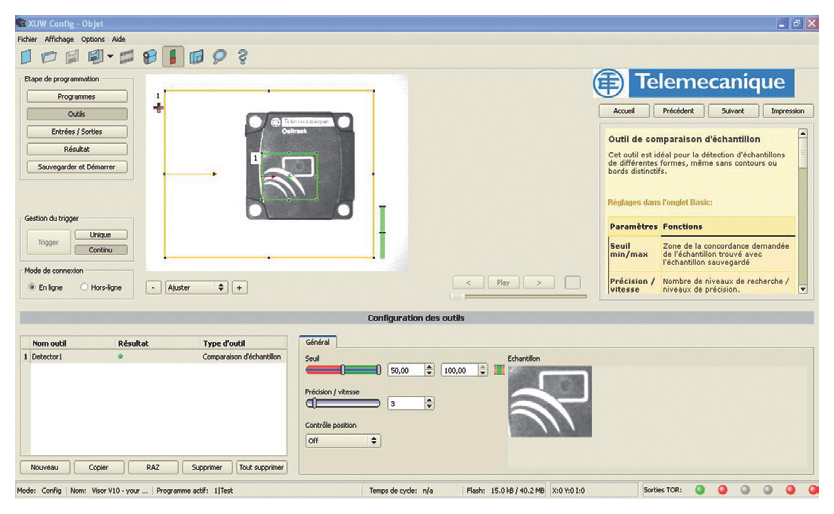
Définition des tolérances
Cette étape permet de définir la zone de recherche (en jaune), la zone d’apprentissage (en vert) et de régler les tolérances de l’outil ou des outils sélectionnés :
– Seuil d’acceptation.
– Angle de rotation.
– Modification de masque.
– Contrôle de position.
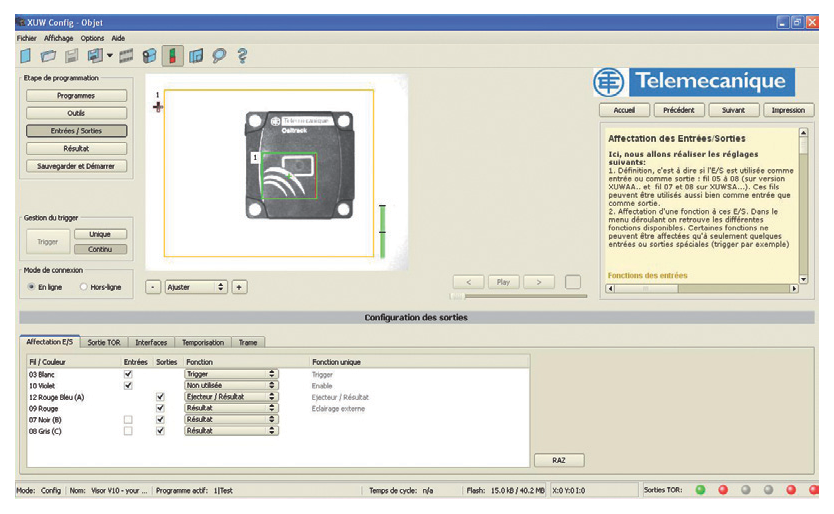
Étape 3 : affectation des entrées/sorties
Cette étape permet :
– De spécifier l’affectation des entrées/sorties “Tout ou Rien”.
– De paramétrer la sortie réseau Ethernet IP.
– D’affecter des fonctions logiques par sortie.
– De déterminer une temporisation de commutation.
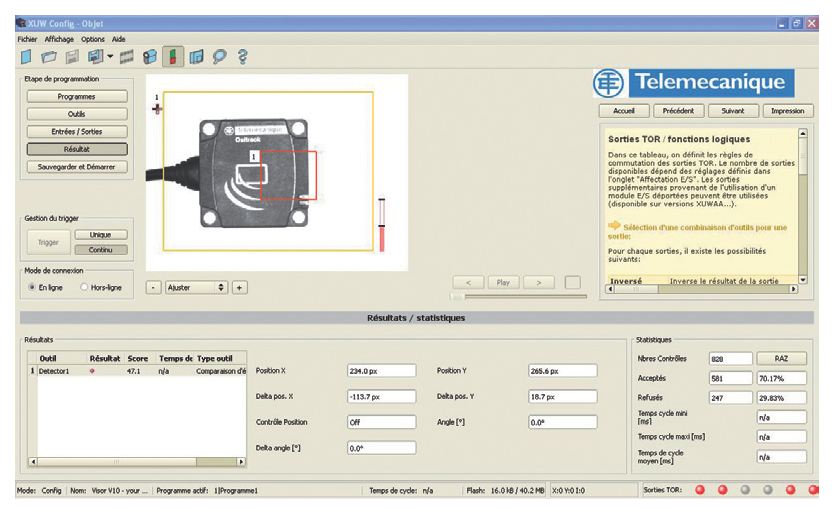
Étape 4 : tests et résultats
Cette étape permet de tester le programme réalisé sur les pièces “bonnes” et les pièces “mauvaises”:
– Pièce bonne : zone d’apprentissage verte et rouge et bargraphe résultat en vert.
– Pièce mauvaise : zone d’apprentissage rouge uniquement et bargraphe résultat en rouge.
– Visualisation du score (correspondance par rapport à la pièce mémorisée, en %).
– Visualisation des positions X et Y.
– Visualisation de l’angle de rotation.
Pièce bonne : marquage conforme.
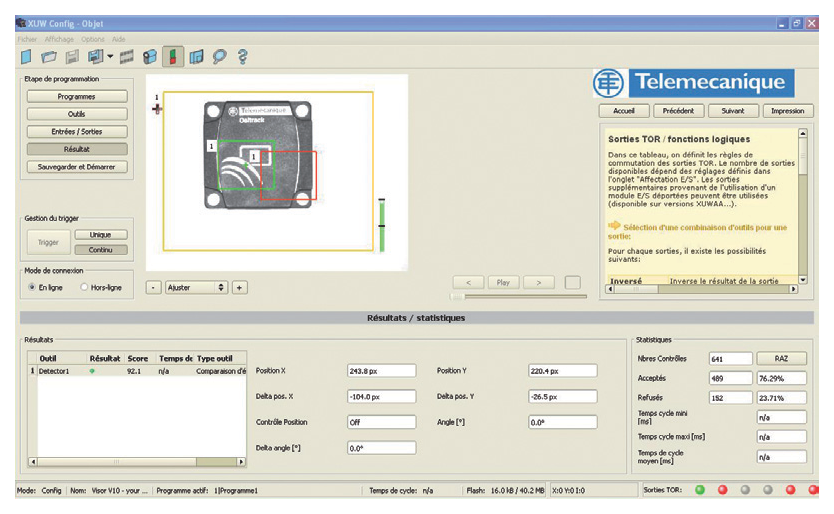
Pièce mauvaise : marquage non conforme.
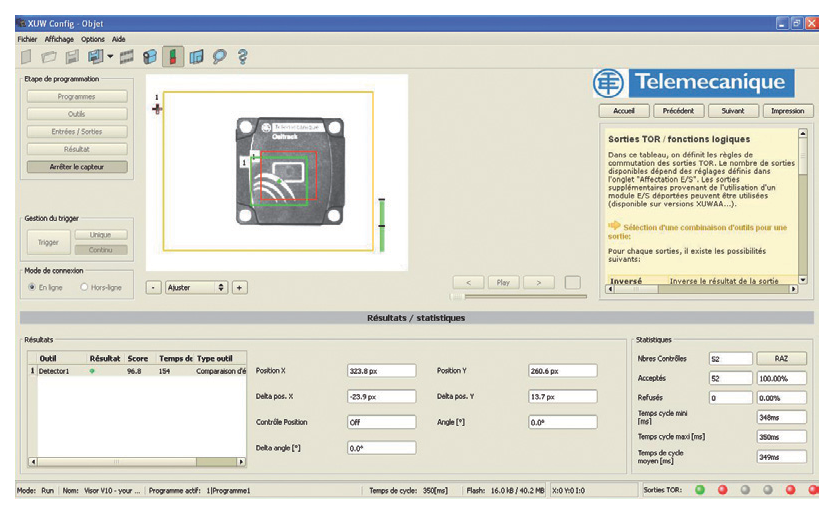
Étape 5 : sauvegarde
Cette étape autorise la sauvegarde du programme dans la mémoire du capteur de vision et le démarrage de l’application.
A ce stade, il est également possible de connaître le temps de cycle pour chaque contrôle.
Lorsque le programme est sauvegardé dans le capteur, l’ordinateur n’est plus nécessaire. Le capteur fonctionne de manière autonome.
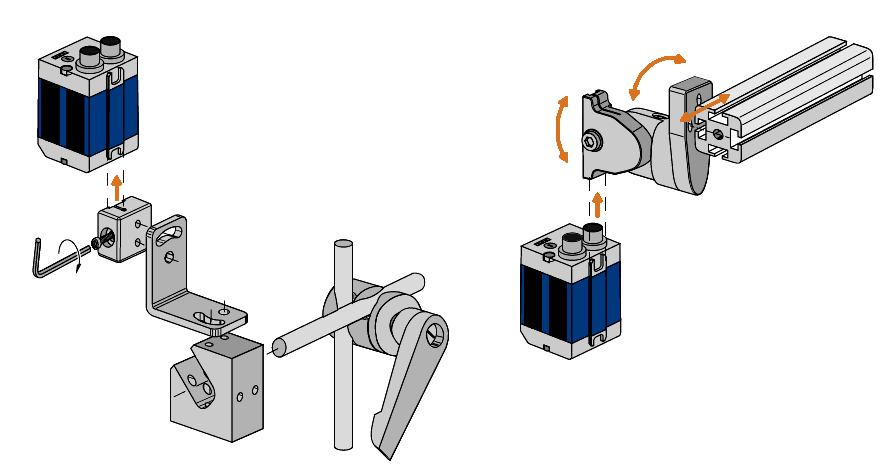
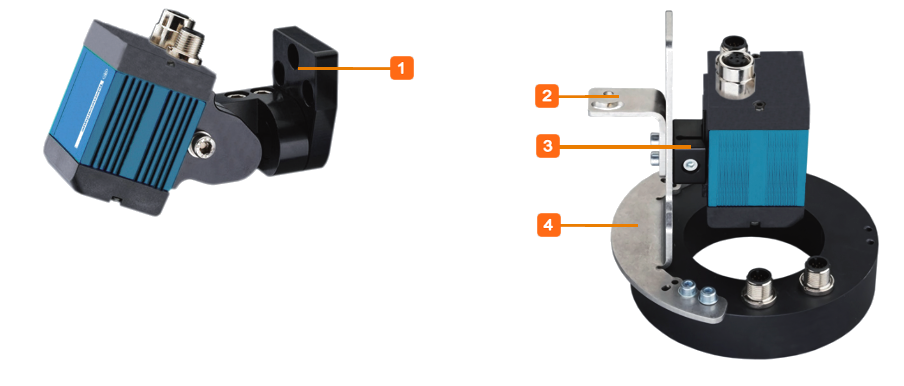
Exemples de montage du capteur de vision
(1) Bride en queue d’aronde 2 axes.
(2) Équerre simple.
(3) Bride en queue d’aronde.
(4) Équerre pour éclairage annulaire.
Vidéo de présentation
